
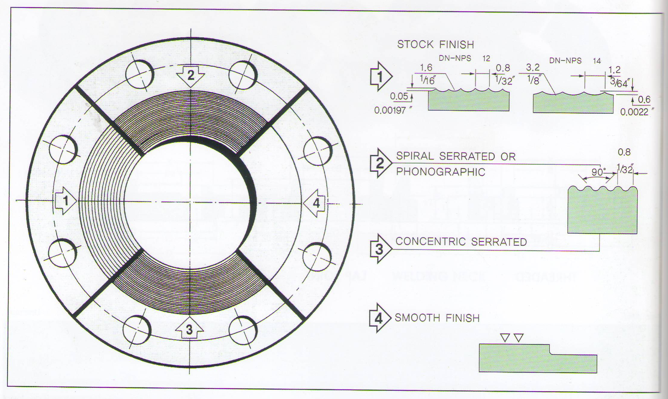
VARASTON VIIMEISTELY:
Yleisimmin käytetty tiivisteviimeistelystä, koska se sopii käytännössä kaikkiin tavallisiin huoltotilanteisiin. Tämä on jatkuva kierreura.
12 tuuman (304,8 mm) ja sitä pienemmät laipat valmistetaan 1/16 tuuman pyöreäkärkisellä työkalulla syötöllä 1/32 tuumaa per kierros.
Kokoille 14" (355,6 mm) ja sitä suuremmille. viimeistely on tehty 1/8" pyöreäkärkisellä työkalulla syöttönopeudella 3/64" per kierros.
SPIRAALINEN SÄHKÖINEN TAI ÄÄNI:
Tämä viimeistely valmistetaan käyttämällä 90° pyöreäkärkistä työkalua.
KONSENTRIINEN SÄHKÖINEN:
Tämä viimeistely valmistetaan käyttämällä 90° pyöreäkärkistä työkalua.
SILMAINEN VIIMEISTELY:
Käytettävän leikkuutyökalun säteen tulee olla noin 0,06 tuumaa.
Tuloksena olevan pintakäsittelyn tulee olla 125 µ-250 µ tuumaa (ANSI B16.5, kohta 6.4;4.1)
1.KOHOTTEET KASVOT. JA SUURI UROS JA NARINEN
Käytetään joko hammastettua samankeskistä tai sahalaitaista spiraalimaista viimeistelyä, jossa on 34 - 64 uraa tuumalla.
Käytetyn leikkuutyökalun säde on noin 0,06 tuumaa.
Tuloksena olevan pinnan karheuden tulee olla noin 125 μ tuumaa (3,2 μm) 500 μ tuumaa (12,5 μm)
2.KIELI JA UROT SEKÄ PIENI UROS JA NAARAS
Tiivisteen kosketuspinnan karheus ei ylitä 125 μ tuumaa (3,2 μm).
3.RENKAALIIVOS
Tiivisteen uran sisäseinän pinnan karheus ei ylitä 63 μ tuumaa (1,6 μm).
4.SOKEA
Sokkolaippojen ei tarvitse olla keskellä, jos tämän keskiosan halkaisija on vähintään 1 tuumaa nostettaessa.
pienempi kuin vastaavan paineluokan liitososien sisähalkaisija.
Kun keskiosa painetaan alas, sen halkaisija ei ole suurempi kuin vastaavan paineluokan liittimien sisähalkaisija.
Painettua keskustaa ei tarvitse työstää.
Postitusaika: 02.09.2021